Passionate about continuous dough mixing
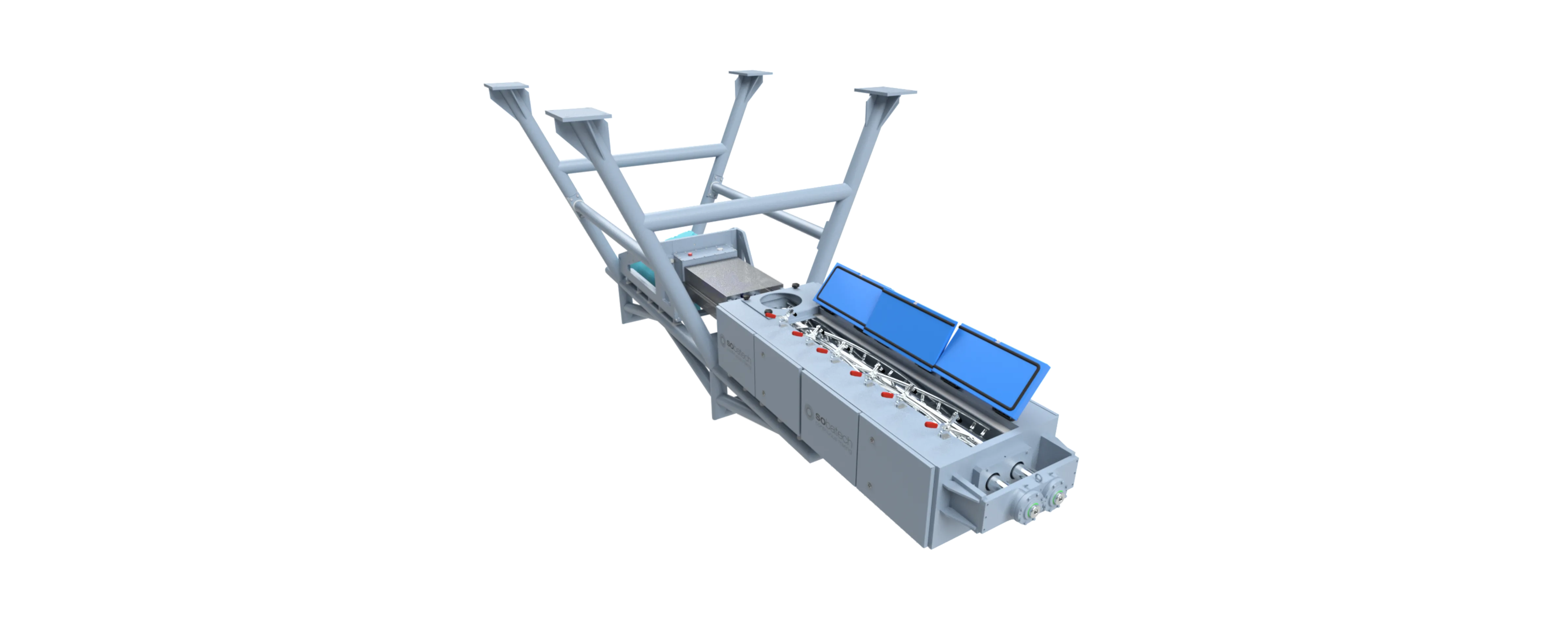
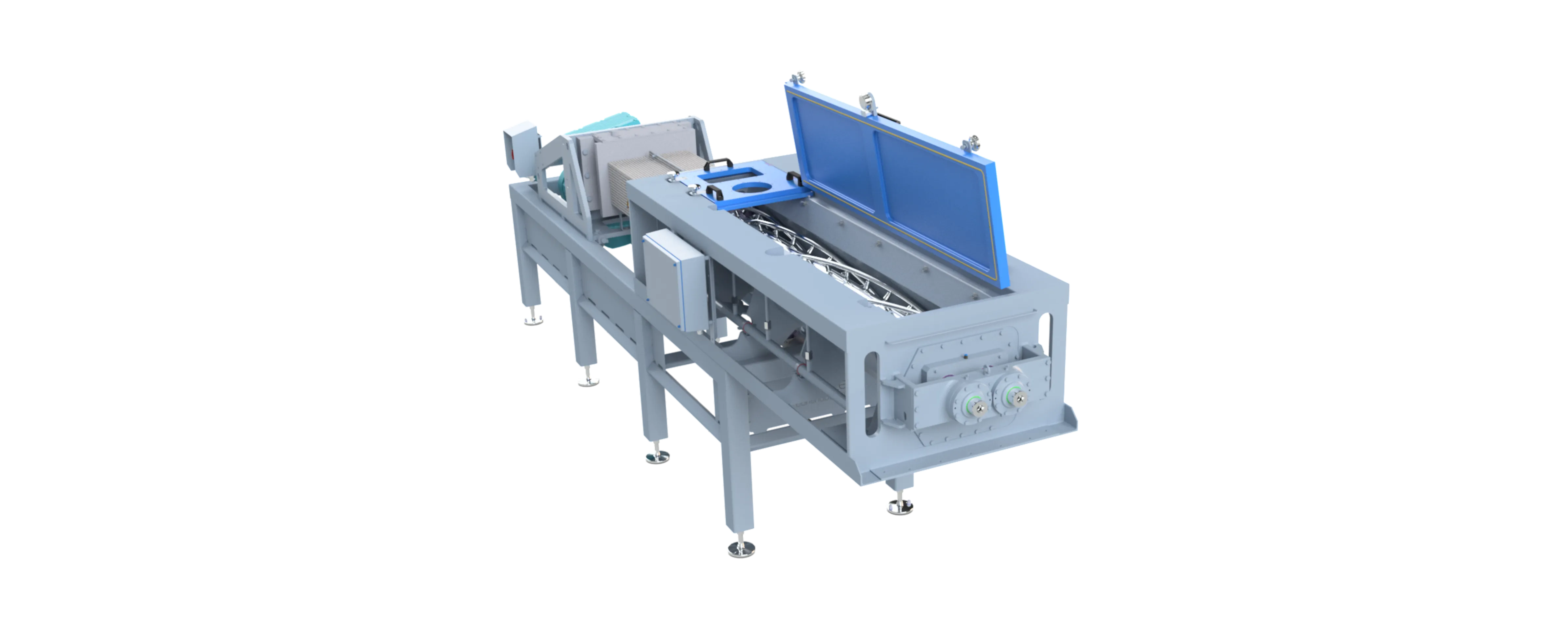
The future of industrial (food) production is continuous. This is why Sobatech has developed into the International leader in designing, manufacturing & commissioning innovative continuous (!) mixing systems. Sobatech’s equipment & expertise helps to simplify your mixing process, reduce labor, cut costs and improve product quality consistency.
Discover the future of food processing with Sobatech’s continuous mixing solutions. Designed to enhance efficiency, consistency, and quality, our technologies are perfect for a wide range of food applications. Click below to explore how we can elevate your production processes.
Unlock new possibilities in your industry with Sobatech’s continuous mixing solutions. Whether it is for pharmaceuticals, chemicals, or other non-food sectors, our systems are engineered to deliver precision and reliability. Dive into our solutions to elevate your production processes.
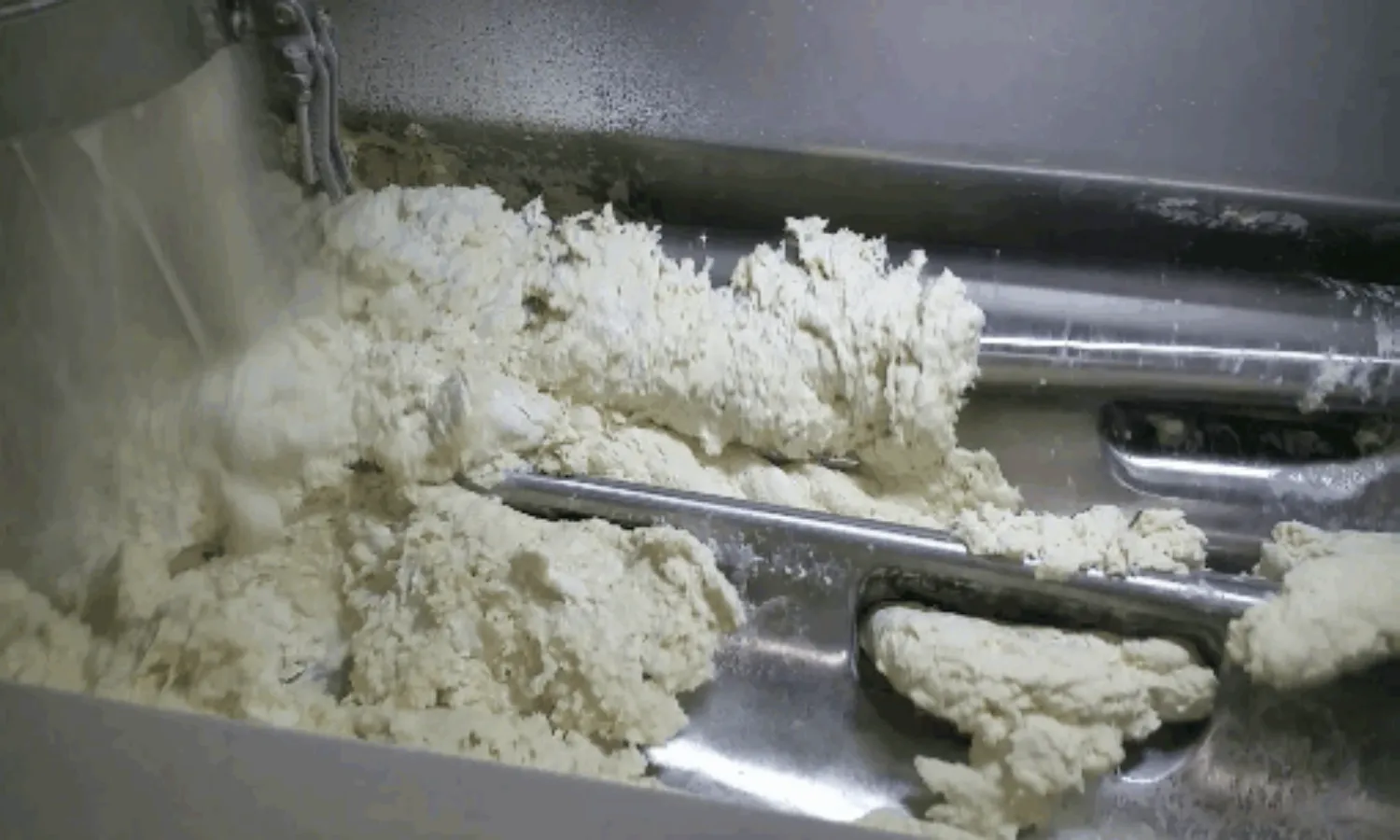
Continuous mixing delivers consistent quality throughout the production process. By ensuring that all dough progresses through the system at the same age, batch-to-batch variations are eliminated. This results in a more uniform and reliable final product, while reducing waste and improving overall production efficiency.
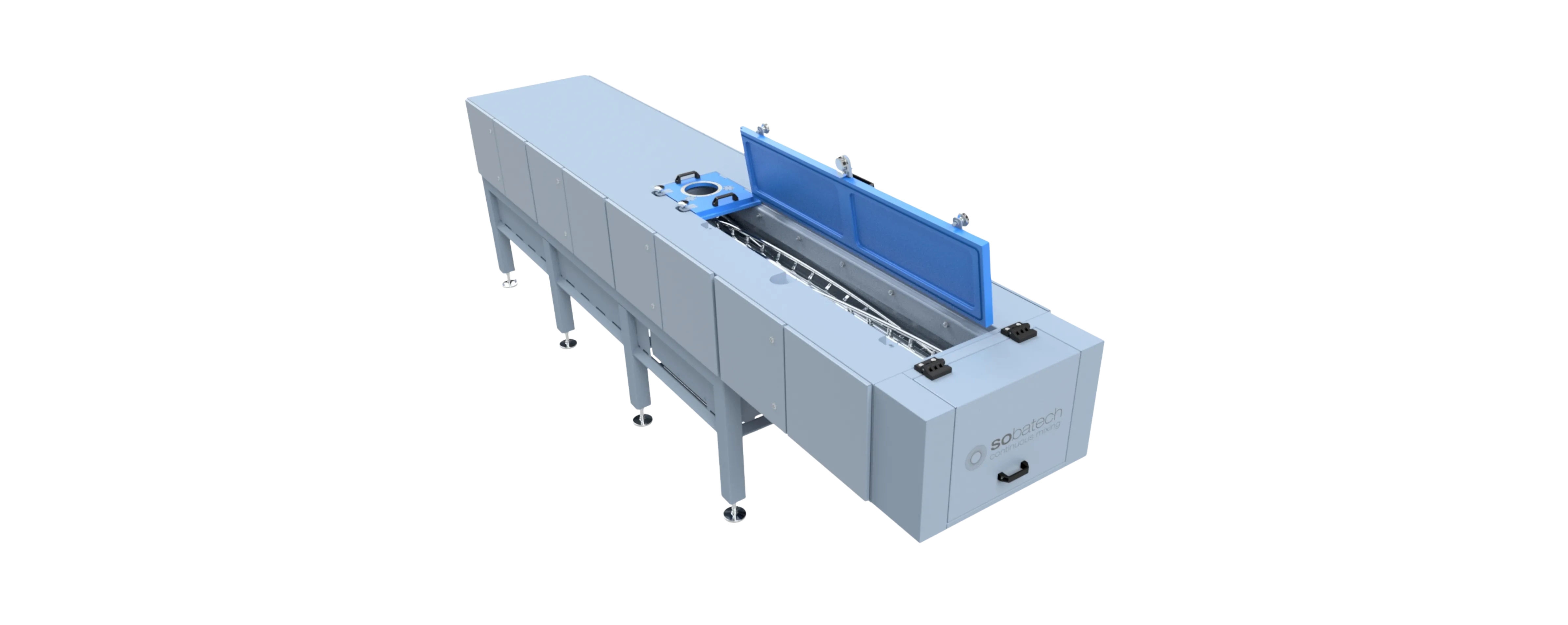
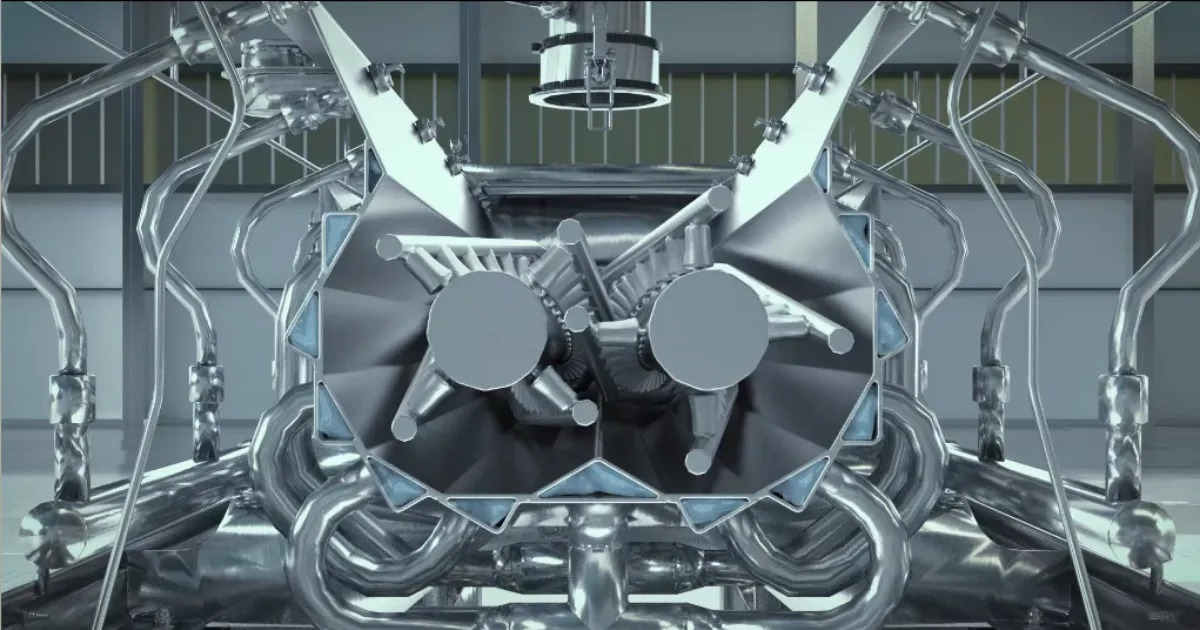
Read moreContinuous mixing provides full control of process parameters, including recipe settings, temperature, dosing accuracy, kneading intensity (Wh/kg), and product viscosity. All parameters are continuously monitored and adjusted through the automated control system.
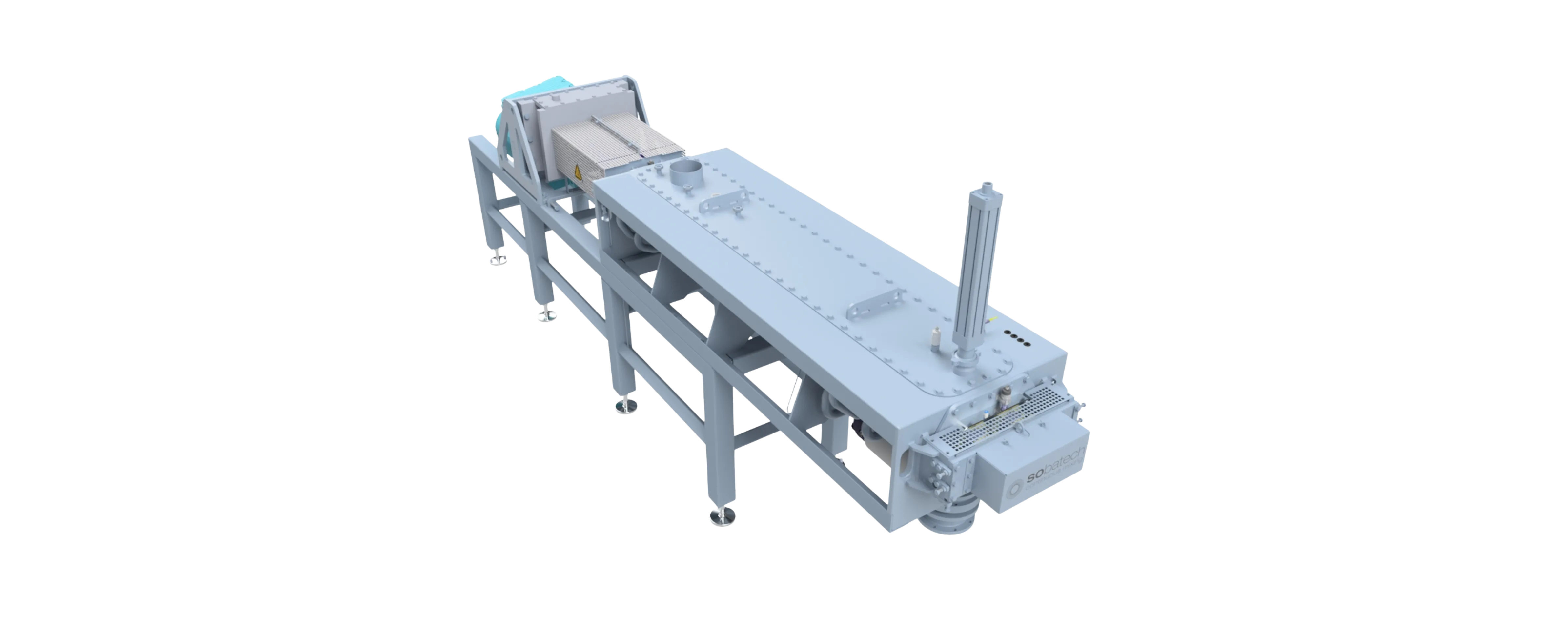
Read moreContinuous mixing is a cost-effective solution. Sobatech's automated systems lower labor expenses (dark room operation) and decreases (i.e. start-up & cleaning) product waste. The compact design saves space, while efficient energy use enhances sustainability in production.
Read more


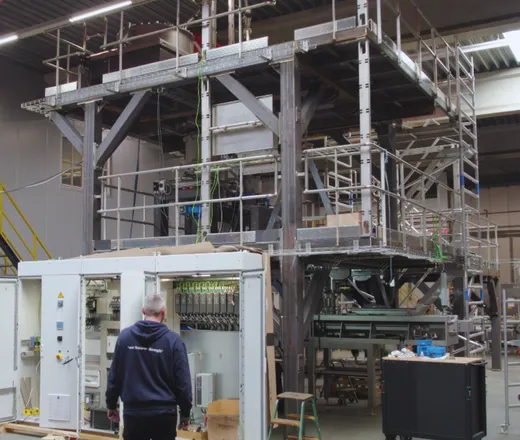






Discover the future of manufacturing at Sobatech's demonstration center. See our innovative continuous mixing systems in action and experience how they can optimize your production line. Whether you want to improve product quality, boost automation, or increase efficiency, experience at our democenter how Sobatech can elevate your production to new heights.
.webp)
Our experts are ready to help you optimize your production process.
Reach out today to discover how our continuous mixing systems can enhance your production process.
.webp)

.webp)
%20(1).webp)
.webp)
.webp)